В инженерных системах горячего и холодного водоснабжения качество исходной воды - одна из главных причин, влияющих на высокую скорость коррозии оцинкованных труб и трубопроводной арматуры, но не единственная. На коррозию также влияют факторы воздействия повышенной температуры (более +60°С), монтаж одной системы из различных труб, сварка оцинкованных труб с нарушениями стандартов, наличие микробиологической коррозии и низкие скорости движения воды.
Эти условия лежат в основе выбора оборудования для систем горячего водоснабжения (ГВС) и холодного водоснабжения (ХВС) и накладывают много ограничений с точки зрения технической применимости и долговечности эксплуатации. Многообразие выбора трубопроводной арматуры в данном случае сводится либо к проверенным, но устаревшим решениям, таким как чугунные задвижки, либо к более надежным, но дорогим нержавеющим исполнениям трубопроводной арматуры.
Нетривиальная задача была поставлена перед инженерами и технологами ООО «ЧелябинскСпецГражданСтрой» – найти золотую середину и создать шаровой кран, отвечающий максимальным требованиям по надежности, коррозионной стойкости и, в то же время, оптимальный по стоимости. Подобные запросы часто поступали на предприятие от потребителей.
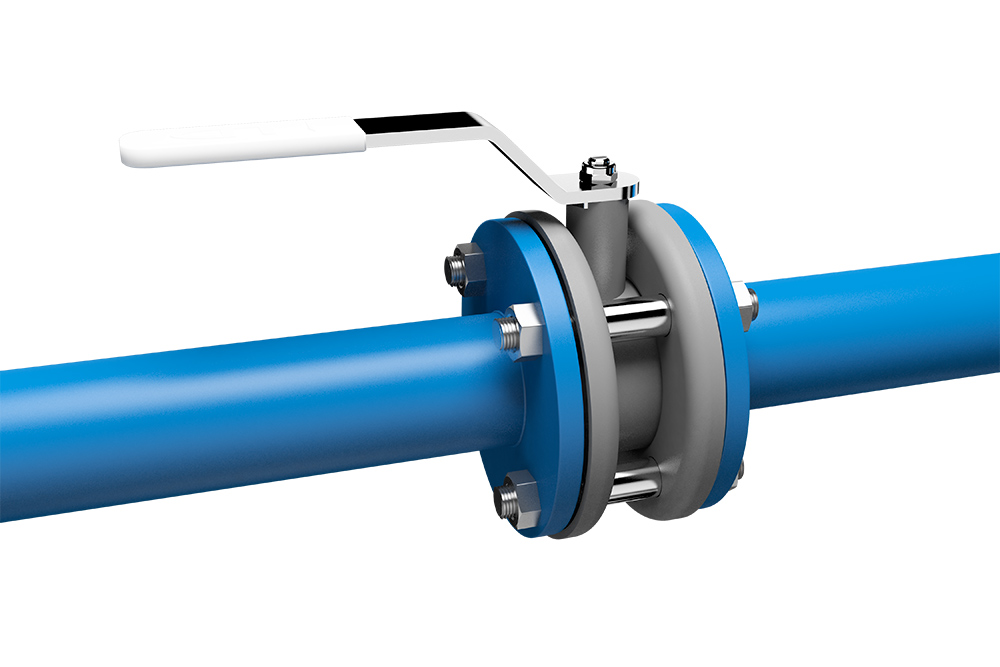
Оригинальное решение было найдено! Так в 2014 году в новом компактном межфланцевом оцинкованном шаровом кране

«Стриж» были воплощены уникальные конструктивные особенности, подтвержденные российскими и европейским патентом. Кран состоит из оцинкованного корпуса и фланцев. Шаровая пробка, шпиндель и тарельчатые пружины изготавливаются из нержавеющей стали. Ключевым моментом стал выбор технологии оцинкования и привнесение в нее собственных инновационных решений.
На этапе научно-исследовательских и опытно-конструкторских работ были рассмотрены различные варианты покрытий и исполнений. Оптимальным сочетанием оказалось применение недорогой углеродистой стали в сочетании с собственной технологией термодиффузионного покрытия цинком. Взяв за основу максимальные требования ГОСТ Р 9.316-2006 (Покрытия термодиффузионные цинковые), специалистам ООО «ЧелябинскСпецГражданСтрой» удалось создать собственное запатентованное покрытие, получившее название «Алюцилд».
Особый акцент был сделан на экологической безопасности производства и эксплуатации шарового крана «Стриж». В том числе, благодаря этому, он стал популярен для применения в системах учета ГВС и ХВС, а также на различных узлах, требующих компактности и коррозионной стойкости арматуры.
«Алюцилд» – термодиффузионное цинковое покрытие с фосфатированием, являющееся анодным по отношению к углеродистым сталям, обеспечивающее электрохимическую защиту от коррозии. Нанесение покрытия проходит в несколько этапов:
1. Подготовка поверхности – механическая (дробеметная) либо мойка (обезжиривание стандартными моющими средствами).
2. Процесс термодиффузии протекает при температуре 350-410°С. Оксид алюминия, включенный в покрытие в процессе термодиффузии, является дополнительным протек- тором, усиливающем его антикоррозионные свойства, в т.ч. при температуре эксплуатации >70°С.
3. Пассивация – применяемый метод финишной обработки – фосфатирование. Получаемые в ходе процесса пассивации труднорастворимые соединения «запечатывают» покрытие, придавая ему дополнительную коррозионную стойкость.
Преимущества метода:
• В соответствии с ГОСТ Р 9.316-2006 одно из главных преимуществ термодиффузионной технологии покрытий по сравнению с гальванической в том, что она не вызывает необратимого водородного охрупчивания металла во время процесса нанесения. Опасность водородного охрупчивания состоит в том, что оно приводит к потере пластичности сталей и является критичным для работоспособности изделий;
• Высокие показатели препятствия коррозии: до 250 часов в камере соляного тумана, что соответствует максимальному 5-му классу покрытия по ГОСТ Р 9.316-2006 и в несколько раз выше, чем у гальванических покрытий;
• Получение равномерного стабильного термодиффузионного покрытия необходимой толщины от 6 до 100 мкм. Средняя толщина покрытия «Алюцилд» составляет ≥50 мкм, что соответствует максимальному 5-му классу покрытия по ГОСТ Р 9.316-2006. Для сравнения: гальваническое покрытие обеспечивает в среднем толщину на уровне 1-2 класса – 6-15 мкм;
• Покрытие отличается более высокой микротвердостью 3500 – 5000 Мпа и хорошим сопротивлением абразивному износу;
• Адгезия (сцепление) покрытия с основным металлом, прочная за счет взаимной диффузии железа и цинка в поверхностных интерметаллидных фазах. Отслаиваний и скалывания покрытия при ударах и деформационных нагрузках не происходит. Покрытие воссоздает профиль поверхности конструкции в полном объеме;
• Свариваемость оцинкованных деталей – допускается, т.к. цинк не выгорает за пределами зоны сварочного шва;
• Процесс экологически безопасен и не требует обустройства специальных очистных сооружений;
• В процессе пассивации не используются высокотоксичные соединения хрома, что позволяет использовать арматуру для систем холодного и горячего водоснабжения.
К недостаткам метода можно отнести средний уровень производительности и ограничения по габаритам изделий в соответствии с объемами реторт, а также отсутствие декоративных качеств покрытия. Однако вопрос производительности может быть решен установкой дополнительных единиц оборудования, а эстетика изделий не является критичным параметром для промышленных изделий, либо может быть достигнута путем нанесения лакокрасочного покрытия.
Таким образом, инновационное цинковое покрытие «Алюцилд» стало основой надежной трубопроводной арматуры LD для сетей горячего и холодного водоснабжения.

Автор:
Левин Д.О., исполнительный директор ООО «ЧелябинскСпецГражданСтрой»
Источник:
Арматуростроение / №2 / 113 / 2018